A kötőelemek az általános alapelemekhez tartoznak, amelyeket általában "standard alkatrészeknek" is neveznek.Egyes nagy szilárdságú és pontosságú kötőelemek esetében a felületkezelés még fontosabb, mint a hőkezelés.A nagyszámú gépészeti berendezésben használt mindenféle rögzítőelemet szinte mindegyiket felületkezelés után össze kell szerelni a korróziógátló, dekoráció, kopásállóság elérése, a súrlódási együttható és egyéb hatások csökkentése, valamint a szervetlen felületkezelés elektrogalvanizálása és tűzi horganyzása érdekében. katódos védőbevonat technológia.
Az elektrogalvanizált acél kötőelemek elve az elektrolízis alkalmazása, a munkadarab felületén egyenletes, sűrű, jól kombinált fém vagy ötvözet lerakó réteg kialakítása, bevonatréteg kialakítása az acél felületén, annak érdekében, hogy elérni az acél korróziós folyamatának védelmét.Ezért az elektrogalvanizált bevonat a pozitív elektródától a negatív elektródáig áram segítségével történő iránymozgás.Az elektrolitban lévő Zn2+ magképződik, megnő, és potenciál hatására lerakódik az aljzatra, így horganyzott réteget képez.Ebben a folyamatban nincs diffúziós folyamat a cink és a vas között.Mikroszkópos megfigyelés alapján tiszta cinkrétegnek kell lennie.Lényegében tűzihorganyzott vas-cink ötvözet réteg és tiszta cink réteg, és csak egy réteg tiszta cink réteg horganyzott, így a vas-cink ötvözet réteg a bevonatból elsősorban a bevonási módszer azonosításán alapul, alkalmas horganyzott kötőelemek, acélhuzalok, acélcsövek és egyéb termékek.A metallográfiai módszert és az XRD módszert használják a bevonat kimutatására az elektro- és a tűzihorganyzás megkülönböztetésére, valamint útmutatást adnak a hibaelemzéshez.
Két módszer létezik az elektro- és a tűzihorganyzó bevonatok azonosítására.Az egyik a metallográfiai módszer: a metallográfiai módszert nem korlátozza a tartalomtartomány és a mintanagyság, minden elektro- és tűzihorganyzó termékhez alkalmas.A másik a röntgendiffrakciós módszer: 5 mm-nél nagyobb átmérőjű bevonatcsavarok és anyák hatszögletű síkjában alkalmazható;A külső átmérő nagyobb, mint a 8 mm-es acélcső felületi radián termékek, annak biztosítása érdekében, hogy a minta minimális méretű 5 mm × 5 mm-es felületű lapos mintává és mindenféle bevonó termékké készüljön.Megerősítheti a ≥5% fázisú bevonat kristályszerkezetét.A nagyon vastag tiszta cink lerakódású minták nem alkalmasak röntgendiffrakcióra.
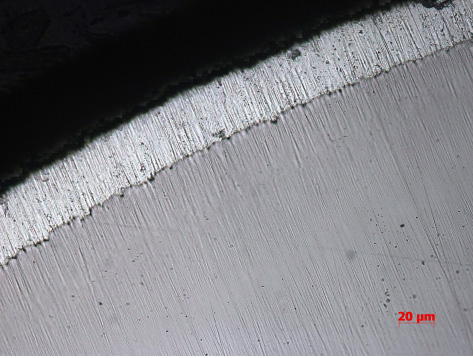
elektrogalvanizálás

tűzihorganyzó bevonatok
Feladás időpontja: 2022.09.15